





Pressure Vessel Welding Requirements
Pressure vessel manufacturing requires welding processes that can handle thick materials (often 20-150mm) while maintaining mechanical properties and avoiding defects. Certifications such as ASME BPVC Section VIII, PED 2014/68/EU, and GB 150 set rigorous standards for weld quality, making automation essential for consistent compliance.

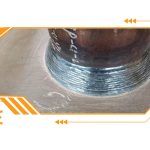
Submerged Arc Welding for Thick Sections
SAW remains the preferred process for thick-section pressure vessel welding. Our automated SAW systems with flux handling and wire feed control achieve deposition rates of 5-10 kg/hour on plate thicknesses up to 200mm. The combination of our CWM manipulators and WR rotators creates a complete production cell for cylindrical vessel welding.
Essential Equipment for Vessel Fabrication
| Equipment | Application | Capacity |
|---|---|---|
| CWM Manipulator | Longitudinal seam welding | Up to 6m reach |
| WR Rotator | Circumferential seam welding | Up to 500 tons |
| WP Positioner | Dish end and nozzle welding | Up to 50 tons |
| Column & Boom | Internal vessel welding | Up to 8m vertical |
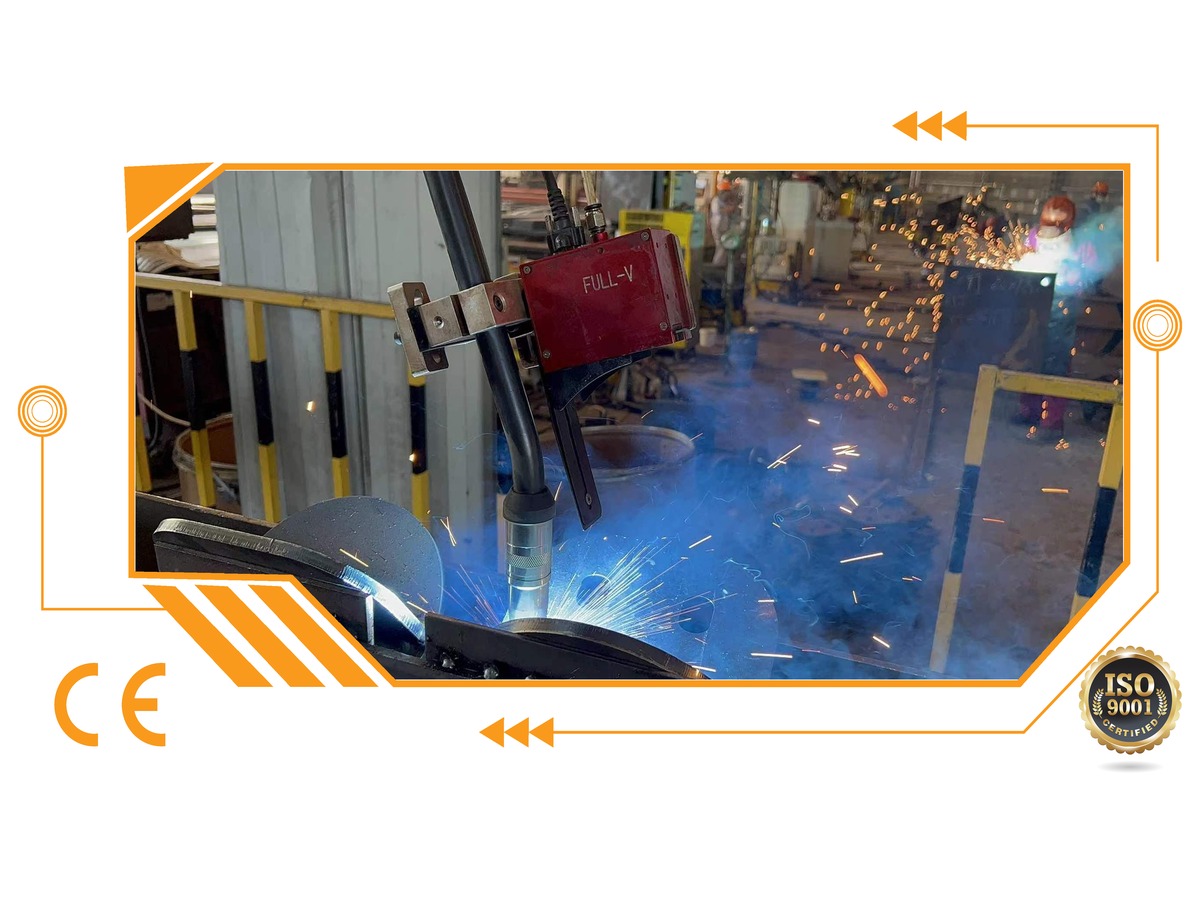
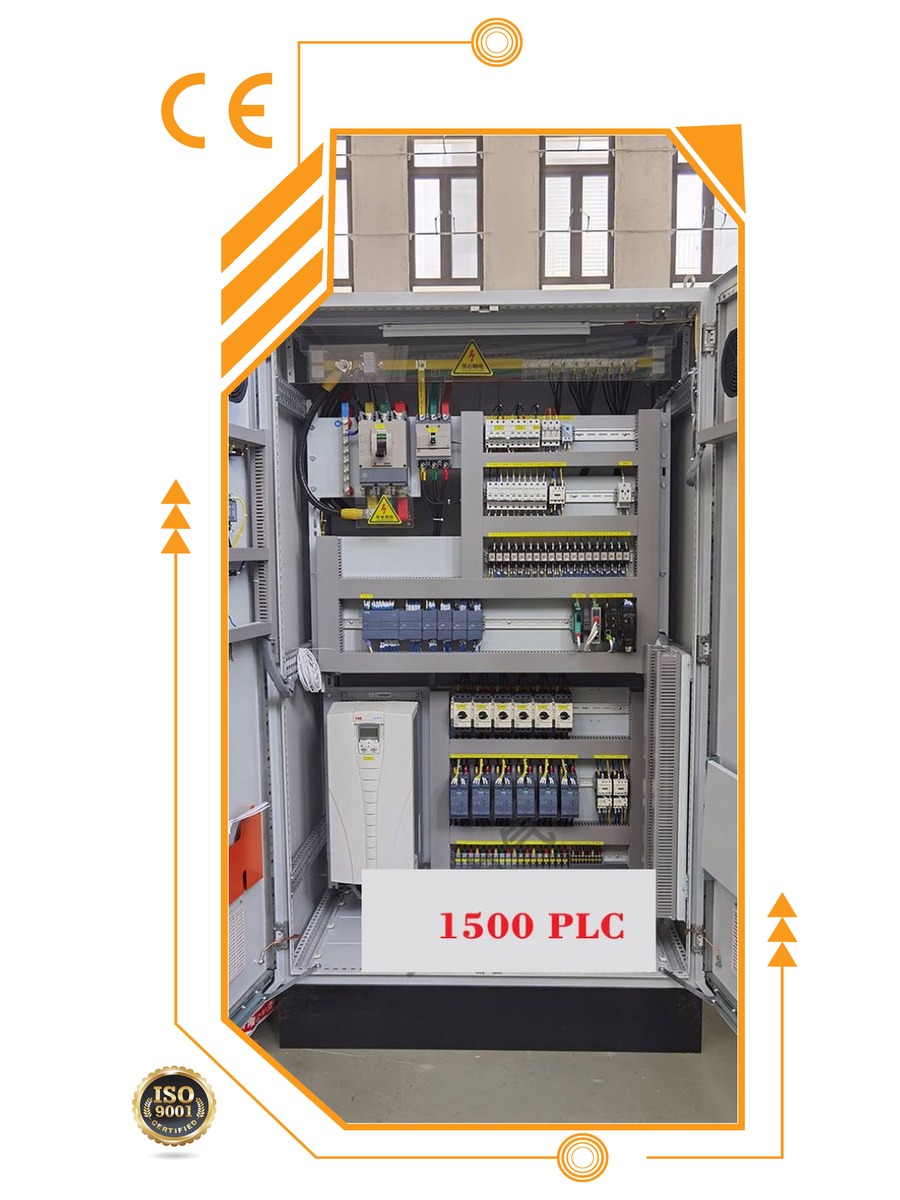
Automation Benefits for Vessel Manufacturers
Pressure vessel manufacturers implementing automated welding systems report 40-60% reduction in welding time, 70% less rework, and consistent pass rates for NDT examinations. Digital weld parameter recording simplifies compliance with ASME and PED requirements, while reducing dependence on specialized manual welder availability.
Conclusion
For pressure vessel manufacturers, automated welding is the key to maintaining certification compliance while improving productivity. Desan Electric provides complete welding automation solutions designed specifically for ASME and PED-certified fabrication, from manipulators to complete production line integration.